
Waterjet cutting is a mechanical method of removing material via physical contact and wear. The key distinction between it and other cutting techniques is that it is a cold-cutting method (non-thermal), so no heat is used in the cutting process.
In today’s environment, all manufacturing processes must achieve three major goals: enhance output, minimise waste, and improve quality. 3D printing, sheet forming, injection moulding, and laser and plasma cutting are all attempts to attain these goals while decreasing costs and increasing efficiency and sustainability.
Each of these processes has a place in the manufacturing industry due to its distinct advantages and shortcomings. Waterjet cutting machine by Techni Waterjet has incorporated CNC technology into their design to get even better outcomes in meeting these objectives.
This article will go deeper into the advanced method of waterjet cutting.
What Exactly Is Waterjet Cutting?
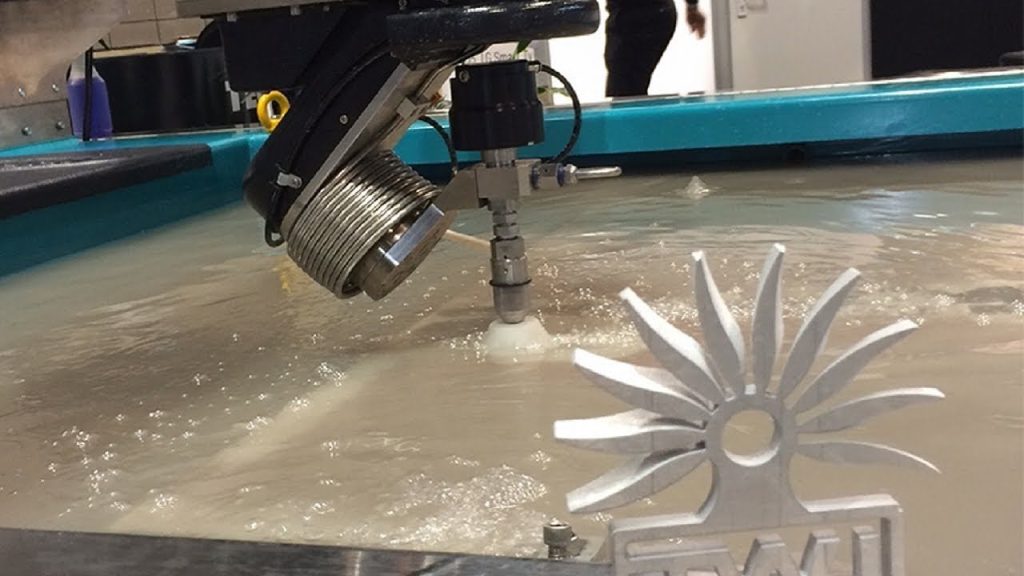
Waterjet cutting cuts a variety of materials by using a high-pressure spray of water combined with an abrasive substance.
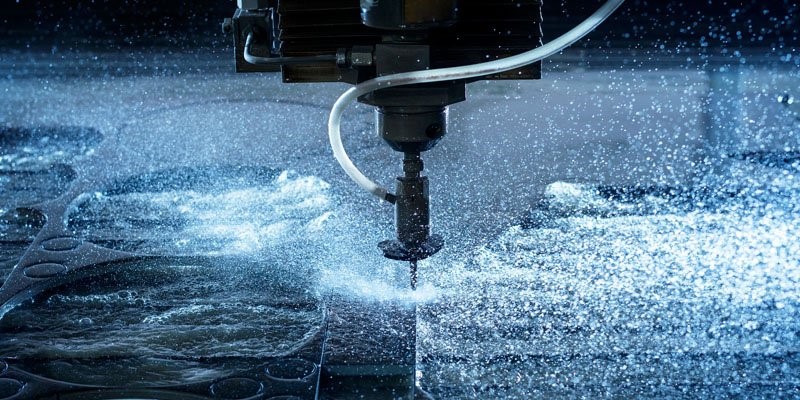
The water is pressurised by a high-pressure water pump. This water enters the cutting head through high-pressure tubing. Water travels via a nozzle in the cutting head, creating an incredibly fine stream. This torrent slices through whatever substance is in its path.
A waterjet cutting machine may generate pressures of up to 100,000 psi (6900 bar). To put that into context, fire hoses typically deliver pressures ranging from 8 to 20 bars. A vision system assists the waterjet nozzle in cutting the item precisely and efficiently.
It is simple to adjust the nozzle to facilitate the cutting of various materials. There are two sorts of waterjet cutting processes depending on whether an abrasive ingredient is used:
- Pure waterjet cutting
- Abrasive waterjet cutting
Water Jet Cutting Process
Kerf Width Measurement
Kerf width refers to the amount of material removed during the cutting process. Originally, the phrase referred to the material removed by the cutting of a saw blade. It relates to the width of the stream with a water jet cutter, which is typically 0.04 inches or fewer. Water jet cutting produces inside corners with a radius equal to the width of the stream. The kerf is determined by several elements, including material thickness, material type, cutting quality, and the nature of the waterjet nozzle.
The size of the kerf is a key design component that must be considered when calculating the final product dimensions. If the kerf is 0.042 inches, the final component dimensions must be changed to account for the cutting width, otherwise, the finished part will be 0.042 inches off.
Initial Water Jet Piercing
The initial cut made by a water jet cutter is known as the piercing, and it is broader than the standard kerf. The first stage in the water jet cutting procedure is to start the piercing. It may be done in a variety of ways, the most popular of which are stationary, linear, circular, and low-pressure. The method of piercing used is determined by the material to be cut and the amount of debris created.
Kerf Width Tapering
Tapering in water jet cutting refers to the kerf width at the top and bottom of the cut. Water jet cuts feature a V-shaped taper because the stream loses part of its energy as it cuts deeper into the material, removing more material at the top than at the bottom.
Slow cutting rates induce a reverse taper, in which the kerf width is greater at the bottom because more material is being removed at the bottom of the cut. When cutting soft, malleable materials, the reverse taper is visible.
When cutting exceedingly thick materials, barrel tapers are formed when the cut is the largest in the middle of the cut.
Tapering is unnecessary for most cutting but might be useful for some projects. With precision tooling, where cut components must fit together precisely, tapering can be an issue and must be considered.
Water Pressurization
Water is pressurised using a variety of technologies, including linear intensifiers and rotary direct drive pumps. Pumps of both types feature a motor, water filters, control systems, and sensors.
Linear intensifier pumps operate on 3000 psi pressured hydraulic oil. Low-pressure oil pushes against a piston with a face area 20 times that of the high-pressure plunger pushing on the water. Because the low-pressure pump is 20 times larger than the high-pressure pump, the pressure on the larger plunger is increased 20 times, resulting in a pressure of 60,000 psi.
Hydraulic oil is not included with a direct drive rotary pump. It features an electric motor that turns a crank, which powers pistons that provide water pressure. Direct drive pumps are powered by 30-hp motors and feature an intake that provides water to the pump.

Tubing for High Pressure
The pressurised water from the pump is sent to the cutting head through high-pressure tubing. High-pressure tubing has an exceedingly smooth internal surface and outstanding yield and tensile strength. It is made of cold-worked stainless steel or thermoplastic pressure hose in diameters ranging from 0.25 inches to 0.563 inches and is available in several lengths to accommodate the design of the water jet cutter.
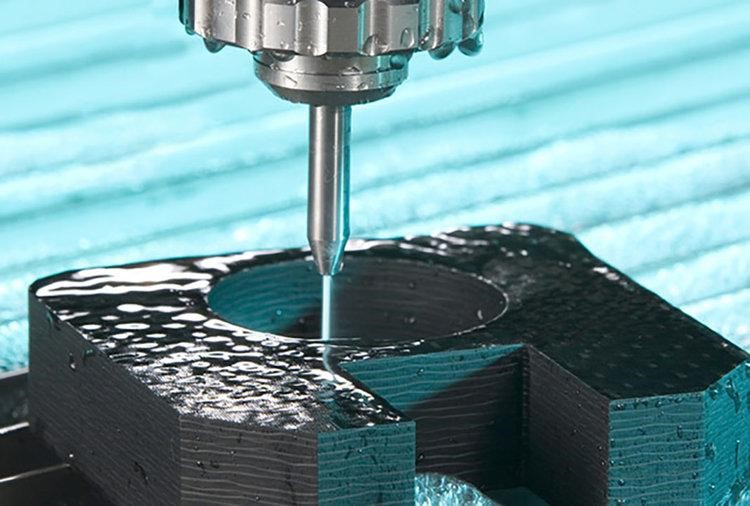
Cutting Head for Water Jets
The pressurised water flows through the aperture of the cutting head, which is a diamond, ruby, or sapphire with a hole the size of a pinpoint. As the water goes through, its velocity skyrockets to nearly 90,000 psi (2500 mph). The power produced by the cutting head has a direct impact on the cutting process. When used properly, a precision tooling cutting head may last 500 to 1000 hours.
Abrasive Water Jet Cutting System
An abrasive substance is injected into the cutting head of the abrasive water jet cutting system, where it is correctly mixed with the water stream. Using an abrasive sharpens the stream and results in more effective cutting. With the addition of an abrasive, a water jet cutter can cut through anything, regardless of its hardness or thickness.
The stream of an abrasive water jet cutter speeds up the abrasive material, which erodes the surface of the substance being cut. Abrasive water jet cutters are 1000 times stronger than pure water jet cutters. The stream has a wider diameter and can cut objects up to 10 inches thick without generating heat or mechanical stress.
For projects requiring strength, corrosion resistance, and precision, titanium bars are an ideal material choice for waterjet cutting applications.
Benefits of Waterjet Cutting
Waterjet cutting has several advantages that make it a good choice for both broad and highly specialised applications. Some advantages are:
High precision
Waterjet cutting is well-known for its great cutting precision. Even when confined by restrictive constraints, waterjet cut parts are of excellent quality.
Tolerances of up to 0.025 mm (0.001 inches) are possible with a water jet cutting machine. However, tolerances of 0.075 to 0.125 mm are more usual for items less than one inch thick.
Depending on the technology, tolerances may grow with thicker materials. Table stability, machine architecture, abrasive flow rate, cutting stream management, stream lag, and process error all affect accuracy.
No heat-affected zone.
Most hot-cutting procedures produce a heat-affected zone (HAZ). The zone around the cut edge does not melt during machining in methods like laser cutting and EDM but changes characteristics.
Discolouration, heat distortion, and harder edges can all impact the finished part’s properties. Before they may be used, these pieces must be heat treated.
Waterjet cutting does not produce heat-affected zones because it is a cold-cutting method. This results in higher edge quality and more reliable qualities in the finished component adding no stress to the part.
Water jet cutting eliminates the need to be concerned about incorrect cuts, weak areas, and warping. Manufacturers can also reduce production costs by using pre-heat-treated components.
Because this is a non-thermal cutting technique, no slag or dross waste is generated.
Parts of superior quality
Waterjet cutting produces pieces of high quality that no other cutting technology can match. Edges are smooth and do not require deburring.
The ultimate quality is determined by several parameters, including cutting speed, pressure, abrasive flow rate, and nozzle size. For optimal output, process parameters may need to be adjusted.

No need to change tools.
A waterjet cutter does not need the use of any cutting tools, and the nozzle does not need to be adjusted to fit varied materials and thicknesses. By modifying the cutting stream parameters, such as feed rate, to get the proper cutting speed, the same nozzle may be used for several applications.
Because a tool change between materials is not required, the water jet cutting machine may cut different materials one after the other, improving operational efficiency by reducing time and tool costs.
The inexpensive process
In many applications, particularly in the food business, waterjet cutting is more cost-effective than other cutting technologies. Fixtures, jigs, and clamps are not usually required, which boosts production speed.
Another advantage of this method is the ability to stack and cut many layers of material in a single run. Stacking may also be done with incompatible materials, making it a simple yet effective approach to increasing part manufacturing.
Cut parts also do not require any post-processing, lowering total costs. The procedure also produces little material waste.
Compatibility with various materials
As previously stated, the waterjet cutting technique is not restricted to the material. It can cut a broad range of materials if the proper process settings and abrasives are used. This will be covered in greater depth later in the article.
Extremely long-lasting
In today’s world, choosing an environmentally friendly manufacturing technique is critical. For sustainability, the waterjet cutting method checks all the boxes. It offers several benefits, including no slag formation, no dross waste, and no requirement for hot components. It also emits no hazardous fumes or greenhouse emissions.
No post-processing operations, such as heat treatment, are required for the completed parts. Water is also a recyclable cutting medium, reducing the environmental effect. No cooling oils or lubricants are necessary because the water jet works as a coolant.

Materials for Waterjet Cutting
The approach applies to a wide range of materials. In this part, we’ll look at the many materials that can be properly sliced using a water jet cutter. We’ll go over:
- Metals
- Wood
- Rubber
- Ceramics
- Glass
- Tiles and stone
- Food
Metals
Waterjet systems can cut thick metals with relative ease because of their high velocity and pressures. This method can cut very hard materials like titanium and Inconel, as well as conventional metals like aluminium and mild steel.
The technique is mostly used to cut thicker workpieces that cannot be sliced using a laser or plasma. In terms of cutting speed, laser cutting outperforms waterjet for thinner metals. A 30 HP waterjet cutter can cut 12 mm titanium at a rate of 180 mm/min.
Waterjet has the benefit of not forming HAZ in metals, which considerably enhances the last quality of a product. In most situations, further finishing is not required because this method produces satin-smooth edges.
Waterjet cut metal components are of excellent quality and consequently employed in the most demanding industries, such as the aerospace industry, where there is no room for error.
Wood
A good waterjet cutting machine can cut wood up to 125 mm thick at a rate of up to 15 m/min. It may carve complicated forms and split wood. The stream moves so quickly through the timber that there is hardly little surface moisture. This stops the wood from absorbing water. The high pressure also results in less delamination.
However, if there are knots in the wood, the machine may need to be recalibrated. We may either use a stronger pressure to cut through the knots and non-knotted parts, or we can use various pressures for different locations. Using any choice may impact the ultimate quality of the item.
Rubber
Waterjet technology is also being used more and more to cut rubber of varied thicknesses. A significant benefit of a waterjet cutter over die-cutting is that it does not produce concave edges.
The thickness of the rubber does not constrain the technique. The rubber of different hardness and thickness may be cut to the required end quality using an abrasive waterjet machine.
Pure water jet cutting may be sufficient in many circumstances to fulfil product criteria for rubber goods. Pure water jet cutting can readily cut sponge rubber up to 50 mm thick rubber up to 25 mm thick with a bidirectional tolerance of 0.25 mm.
Ceramics
Waterjet technology is widely employed in industrial ceramic cutting machines. Ceramics are difficult to manufacture because they are hard and fragile. They cannot tolerate the extreme pressure applied to a workpiece in conventional mechanical cutting procedures.
Except at the cutting site, no excessive pressure applies to the workpiece during waterjet cutting. As a result, it is suitable for cutting ceramics. The cutter can penetrate its starting hole and cut complicated forms perfectly.
To maintain consistent precision and superior edge quality, CNC (computer numerical control) technology is employed in combination with abrasive waterjet cutting.
Glass
Waterjet cutting can cut a wide range of glass with exceptional precision. It can cut the most fragile glass, leaving no cracks or craters. You may use it to cut, stained glass.
Water jet cutting does not need etching or breaking. However, because of the cracking tendency, initial holes are drilled at a lower pressure. A waterjet can cut up to 50 mm of bulletproof glass and much more than other types of glass.
Tiles and stone
Waterjet cutters are also used to cut stone and tiles. A waterjet cutter may be used for cement, ceramic, glass, granite, limestone, mosaic, metal, porcelain, travertine, and quarry tiles with the proper technical parameters.

Final Words
Waterjet cutting has several benefits over other approaches. Its ability to work with virtually any material while being safe, sustainable, and accurate has made it a popular technology in a variety of industries.
However, when quicker cutting rates are required, manufacturers often chose laser cutting. Although the material thickness must be within defined limitations and heat exposure is authorised. In certain circumstances, the increase in speed decreases the final per-piece cost of the product, making laser cutting services more inexpensive than waterjet cutting services.
Waterjet technology is used in a variety of industries, including general manufacturing, aerospace, automotive, textile, healthcare, and mining. Waterjet cutting is predicted to become less expensive and more common in the industrial industry as technology progresses.
Uses for this technology are vast, such as water well-drilling. This emerges as a crucial solution for communities seeking reliable and sustainable access to clean water, addressing pressing needs for both residential and commercial purposes..




{kind=link}